Drag Chain Conveyor Systems for Heavy-Duty Handling
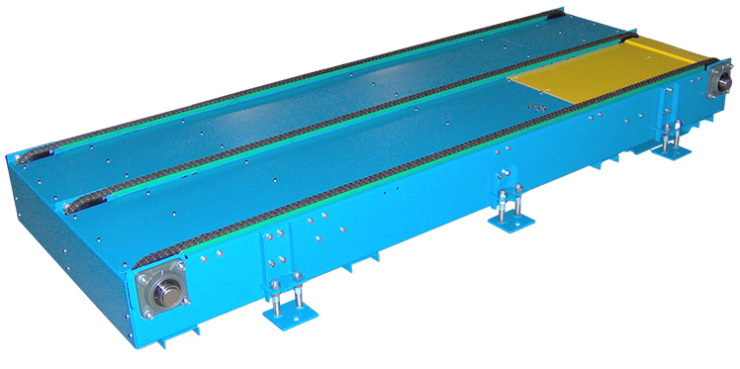
Dillin’s drag chain conveyor systems are built for rugged performance in demanding industrial environments. Designed to move heavy or bulky items with minimal maintenance, these conveyors are ideal for transporting pallets, totes, and flat-bottomed containers across manufacturing and packaging lines. Chain strength is tailored to your load requirements, ensuring reliable movement of both empty and fully loaded products.
Adjustable floor supports accommodate elevation changes, while the low-profile design integrates smoothly withsoft touch conveyors and otherlow line pressure systems. Whether feeding intoautomated capping equipment or transitioning between accumulation zones, drag chain conveyor systems offer the control and durability needed for uninterrupted flow.
Integrated Drag Chain Conveyor Solutions
Dillin’s drag chain conveyors can operate as standalone units or be integrated into complete systems using ourcontrols architecture andconveyance platforms. These systems pair seamlessly withoverhead metering belts, accumulation modules, and orientation equipment to create a cohesive, high-performance line.
Common applications include pallet handling, container transfer, and bulk movement where product stability and quiet operation are essential. With a focus on long-term reliability and minimal maintenance, drag chain conveyor systems from Dillin deliver consistent performance in even the most demanding production environments.